






फेंगवांग पीवीसी दस्ताने मशीन
फेंगवांग स्वचालित पीवीसी दस्ताने बनाने की मशीन नवीनतम तकनीक के साथ संयुक्त है जो उच्च स्वचालन और उच्च उत्पादन क्षमता है।
फेंगवांग पीवीसी प्लास्टिक दस्ताने बनाने की मशीन निरंतर उत्पादन और प्रत्यक्ष संसेचन विधि का उपयोग करती है, और एक ही उत्पादन लाइन एक ही समय में विभिन्न प्रकार के उत्पादों का उत्पादन कर सकती है। उत्पाद की एक समान गुणवत्ता और सुंदर रंग अधिकांश दस्ताने ग्राहकों के बीच लोकप्रिय हैं।
फेंगवांग पीवीसी दस्ताने निर्माण मशीन
फेंगवांग प्रौद्योगिकी 20 वर्षों के लिए पीवीसी दस्ताने उत्पादन लाइन में विशेषज्ञता प्राप्त है और स्वचालित प्लास्टिक दस्ताने बनाने की मशीन विनिर्माण में समृद्ध अनुभव है।हमेशा ग्राहकों की विभिन्न आवश्यकताओं को पूरा करने में सक्षम।


दस्ताने को दस्ताने बनाने वाले उपकरण से पूरी तरह से हटा दें और गिनती करें।

दस्तानों को एक बॉक्स में पैक करके बंद कर दिया जाता है, जिससे पूरी प्रक्रिया स्वचालित हो जाती है।

दस्ताने बनाने वाले उपकरणों से अवशिष्ट दागों को हटाने के लिए उपयोग किया जाता है।

निर्माण कार्य पूरा होने में आमतौर पर 80-90 दिन लगते हैं।

फेंगवांग उत्पादन प्रक्रिया प्रशिक्षण भी प्रदान करता है।

चीन में फेंगवांग के साझेदार इंटको, ब्लूसेल, होंग्रे आदि हैं।

ग्राहक जिस दस्ताने का निर्माण करना चाहता है, उसके कच्चे माल पर निर्भर करता है।
स्थापना परियोजना
फेंगवांग विनाइल दस्ताने मशीन की उपयोगिता मशीनरी उद्योग में किसी से पीछे नहीं है। पूरे पीवीसी दस्ताने उत्पादन लाइन स्थापना को कई भागों में विभाजित किया गया है, निम्नलिखित एक विस्तृत परिचय है।
-
 प्रयोगशाला
प्रयोगशाला -
 शीतलन टॉवर
शीतलन टॉवर -
 बॉयलर कार्यशाला
बॉयलर कार्यशाला -
 डीओपी कार्यशाला
डीओपी कार्यशाला -
 हवा कंप्रेसर
हवा कंप्रेसर -
 बैच प्लांट
बैच प्लांट -
 उत्पादन कार्यशाला
उत्पादन कार्यशाला
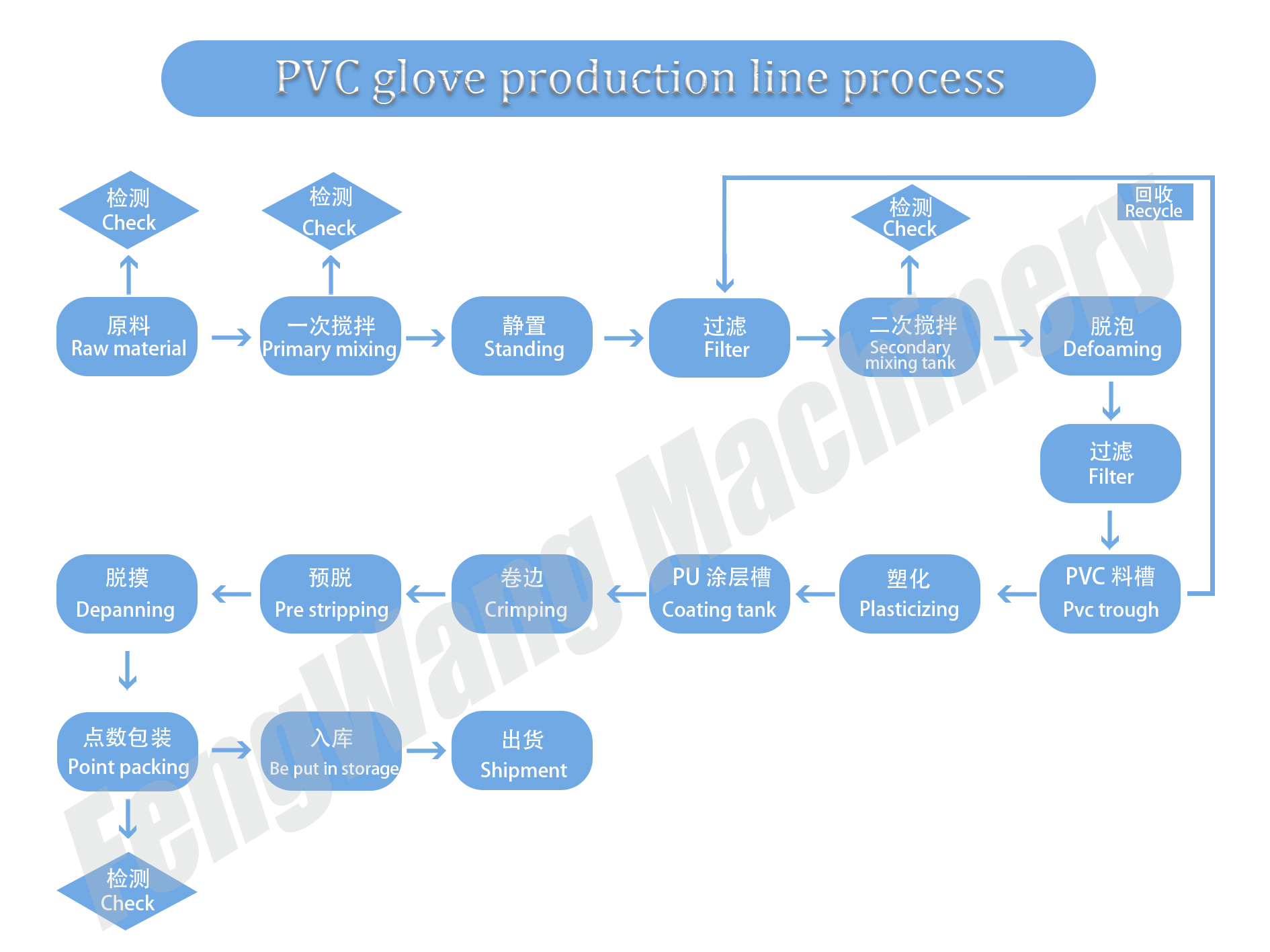
पीवीसी दस्ताने उत्पादन लाइन प्रक्रिया प्रवाह
पीवीसी दस्ताने को विनाइल दस्ताने भी कहा जाता है, और सामान्य उत्पादन प्रक्रिया को निम्नलिखित भागों में विभाजित किया जाता है:
डुबाना: दस्ताने बनाने वाले को कच्चे माल में व्यवस्थित तरीके से डुबाया जाता है।
बीडिंग: बीडिंग मशीन कफ को रोल करने के लिए जिम्मेदार है।
स्ट्रिपिंग: स्ट्रिपिंग मशीन दस्ताने बनाने वाले उपकरण से तैयार दस्ताने को शीघ्रता और व्यवस्थित तरीके से निकालती है।
पैकेजिंग: उत्पाद की गुणवत्ता निरीक्षण के बाद उत्पाद की पैकेजिंग की जाती है।
फेंगवांग कस्टम पीवीसी दस्ताने उत्पादन लाइन गंभीर










प्लास्टिक दस्ताने बनाने वाली मशीनों को बड़े पैमाने पर उत्पादन को स्थिर करने के लिए उपयोग प्रक्रिया पर वास्तविक समय और व्यापक नियंत्रण की आवश्यकता होती है। विशेष रूप से, मेडिकल पाउडर-मुक्त पीवीसी दस्ताने मशीनों के उपयोग की आवश्यकताएं अधिक होती हैं।
डिस्पोजेबल प्लास्टिक के दस्ताने की उत्पादन लाइन की गति दस्ताने के उत्पादन को प्रभावित करने वाला एक प्रमुख कारक है। पीवीसी दस्ताने की उत्पादन लाइन की गति बहुत तेज़ होने से उत्पाद की गुणवत्ता प्रभावित होगी।
इसलिए, प्लास्टिक के दस्ताने बनाने की मशीन की पूरी प्रक्रिया को कैसे नियंत्रित किया जाए, यह निर्धारित करने की कुंजी बन गई है उद्यमों का प्रतिस्पर्धात्मक लाभ.
पीवीसी दस्ताने उत्पादन लाइन की सामान्य समस्याएं और समाधान
का प्रभाव डिस्क ब्रश दस्ताने बनाने वाले उपकरणों पर — दस्ताने के दोनों किनारे असमान होंगे, और डिस्क ब्रश का व्यास दस्ताने उत्पादन लाइन की गति से संबंधित है। चीन में, सबसे बड़ा डिस्क ब्रश व्यास 16 मिमी है, जबकि सामान्य व्यास 14 मिमी है। डिस्क ब्रश जितना छोटा होगा, लाइन की गति उतनी ही तेज़ होगी और असमानता भी उतनी ही अधिक होगी।
पीवीसी दस्ताने उत्पादन लाइन हाथ मोल्ड बीयरिंग —- बार-बार स्नेहन की आवश्यकता होती है। यदि बेयरिंग सामान्य रूप से नहीं घूमता है या अटक जाता है, तो दस्ताने पर फफूंदी लग जाएगी, जिससे दस्ताने में छेद हो जाएँगे और मोटाई असमान हो जाएगी।

का प्रभाव ओवन दस्तानों का तापमान—हाथ के सांचे को ओवन में धीरे-धीरे गर्म करना चाहिए। शुरुआत में बहुत ज़्यादा तापमान होने पर, हाथ के सांचे पर मौजूद घोल का एकरूपीकरण नहीं हो पाएगा और वह जम नहीं पाएगा, जिससे दस्तानों की मोटाई असमान हो जाएगी। इसके अलावा, दस्तानों की बाहरी परत पहले जम जाएगी, और प्लास्टिसाइज़र की भीतरी परत वाष्पित होकर दस्तानों के अंदर ही रहेगी, जिससे बुलबुले बनेंगे और दस्तानों के प्लास्टिसाइज़िंग प्रदर्शन पर असर पड़ेगा। पीछे वाले ओवन का तापमान दस्तानों के प्लास्टिसाइज़ेशन की मात्रा को सीधे प्रभावित करता है। अगर ओवन का कुल तापमान बहुत कम है, तो दस्तानों का पूरी तरह से प्लास्टिसाइज़ेशन नहीं हो पाएगा, उनकी मज़बूती कम होगी और उंगलियाँ आसानी से टूट जाएँगी।
मनके के बारे में —- रोलिंग के लिए उपयुक्त तापमान 100-110 डिग्री है, सड़े हुए किनारों को रोल करने के लिए तापमान बहुत अधिक है, और ऊपरी हिस्से को रोल करने के लिए तापमान बहुत कम है। किनारे का S-आकार PU गीले पाउडर के द्रव स्तर, किनारे की स्थिति और किनारे के बंद होने की गति से संबंधित है। रोलिंग किनारा बहुत मोटा और बहुत महीन है, जो रोलिंग किनारे की स्थिति, रोलिंग रॉड की अशुद्धियों और PVC स्लरी टैंक के द्रव स्तर से संबंधित है।
दस्तानों का किनारा फट गया है —– तेज़ गति, रोलिंग किनारे का कम ठंडा तापमान, और दस्तानों की अपर्याप्त परिपक्वता। इसका कारण ये पहलू हो सकते हैं, जैसे रोलिंग स्टिक की गति पीवीसी दस्ताने उत्पादन लाइन की गति से धीमी होती है, जिससे किनारे का फटना आसान हो जाता है।
बबल —-पीवीसी पाउडर की गुणवत्ता मानक के अनुरूप नहीं है, बहुत सारे बड़े कण हैं। पीवीसी पाउडर की नमी मानक से कहीं अधिक है। घोल का मिश्रण एक समान नहीं है, सतह पर विलायक बहुत अधिक है। निर्वात निष्कासन प्रभाव खराब है। डिस्चार्ज गति बहुत तेज़ है। डिस्चार्ज फ़िल्टर और गर्त के बीच बड़ी गिरावट है। घोल का तापमान बहुत कम है, बुलबुले का पृष्ठ तनाव बहुत अधिक है, और हाथ के साँचे में बुलबुले बनना आसान है। हाथ के साँचे की डिप गति बहुत तेज़ है, और हवा निकालने में बहुत देर हो जाती है। जिसके परिणामस्वरूप बुलबुले बनते हैं, वगैरह।
दस्ताने बहुत पतले या बहुत मोटे हैं —- कम तापमान वाला घोल, हाथ के मॉडल पर कम तरलता। ओवन में प्रवेश का कोण प्रासंगिक है। हाथ के साँचे का बेयरिंग क्षतिग्रस्त है या लचीला घूर्णन नहीं है। टैंक में घोल स्तरीकृत है।

पिनहोल —- हाथ के मॉडल में ही ट्रेकोमा है। हाथ के मॉडल पर कुछ गंदा है। पीवीसी पाउडर या डीओपी में नमी ज़्यादा है, और पीवीसी पाउडर में बड़े कण भी ज़्यादा हैं। मिश्रण एक समान नहीं है, सतह पर विलायक बहुत ज़्यादा है। डिफ़ोमिंग का समय पर्याप्त नहीं है। उत्पादन लाइन पर्याप्त साफ़ नहीं है।
दस्तानों की सतह का पैटर्न या पानी का पैटर्न —- बेहतर PU चुनें। PU में डुबाने के बाद बूँदें बहुत छोटी रह जाती हैं। हाथ वाला मॉडल गंदा है और उसे साफ़ करने की ज़रूरत है।
चिपचिपे दस्ताने —- बाहर से चिपचिपे और अंदर से चिपचिपे में अंतर करें। बाहरी चिपचिपाहट पर विचार करना ज़रूरी है, चाहे प्लास्टिसाइज़र बहुत ज़्यादा हो, दस्ताने उतारने वाली मशीन का तापमान बहुत ज़्यादा हो, या दस्ताने पूरी तरह से प्लास्टिसाइज़ न हुए हों और हाथ के सांचे गंदे हों। आंतरिक चिपचिपाहट पर विचार करना ज़रूरी है, चाहे पीयू या गीले पाउडर में ठोस मात्रा कम हो, और प्री-स्ट्रिपर ब्रश को साफ़ करना ज़रूरी हो। ईएसओ आदि के पृथक्करण को ध्यान में रखते हुए, अंदर और बाहर दोनों जगह चिपचिपाहट होती है।
पीवीसी घोल और तापमान वक्र:
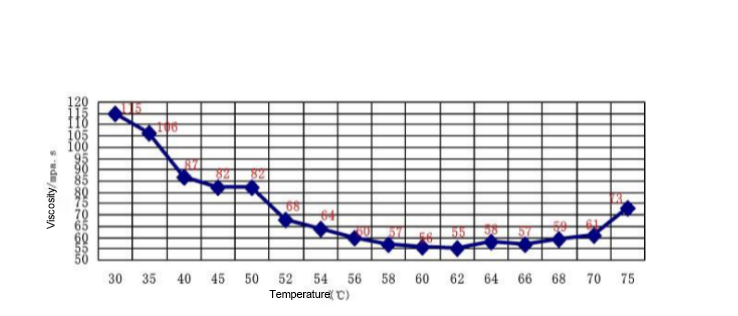
पीवीसी घोल की श्यानता तापमान बढ़ने के साथ धीरे-धीरे कम होती जाती है। हालाँकि, जब काँच संक्रमण तापमान, जेल तापमान के करीब पहुँचता है, तो यह थोड़े समय में तेज़ी से बढ़ जाता है, या तुरंत जेल बन जाता है।
याद दिलाएं: पीवीसी दस्ताने की गुणवत्ता कैसे सुधारें?
दस्ताने का वजन दस्ताने की कीमत निर्धारित करता है, वजन दस्ताने की मोटाई पर निर्भर करता है, और मोटाई उसकी चिपचिपाहट पर निर्भर करती है। सटीक चिपचिपाहट नियंत्रण दस्ताने की गुणवत्ता को नियंत्रित करने और लागत कम करने की कुंजी है।

संक्षेप में, प्रत्येक प्रक्रिया का संचालन अंतिम दस्ताने की गुणवत्ता को प्रभावित करेगा। उत्पादन प्रक्रिया में, उत्पाद और घोल के प्रदर्शन के अनुसार, प्रत्येक प्रक्रिया को कड़ाई से नियंत्रित किया जाना चाहिए, ताकि गुणवत्ता का निर्धारण किया जा सके। उपयुक्त प्रक्रिया की स्थिति, ताकि दस्तानों की गुणवत्ता में सुधार हो सके।