






Mesin Sarung Tangan PVC Fengwang
Mesin membuat sarung tangan PVC Automatik Fengwang digabungkan dengan teknologi terkini iaitu automasi tinggi dan kapasiti pengeluaran yang tinggi.
Mesin pembuat sarung tangan plastik PVC Fengwang mengamalkan pengeluaran berterusan dan kaedah impregnasi langsung, dan barisan pengeluaran yang sama boleh menghasilkan pelbagai jenis produk pada masa yang sama. Penampilan produk kualiti seragam dan warna yang cantik popular di kalangan kebanyakan pelanggan sarung tangan.
Mesin Pembuatan Sarung Tangan PVC Fengwang
Teknologi Fengwang telah mengkhususkan diri dalam barisan pengeluaran sarung tangan PVC selama 20 tahun dan mempunyai pengalaman yang kaya dalam pembuatan mesin pembuatan sarung tangan plastik automatik. Sentiasa dapat memenuhi pelbagai keperluan pelanggan.

Separuh tanggalkan sarung tangan pada bekas sarung tangan.

Tanggalkan sarung tangan sepenuhnya daripada bekas sarung tangan dan kira.

Sarung tangan dibungkus dalam kotak dan ditutup, mengautomasikan proses penuh.

Digunakan untuk menghilangkan kotoran sisa dari bekas sarung tangan.

Pembinaan biasanya mengambil masa 80-90 hari untuk disiapkan.

Fengwang juga menyediakan latihan proses pengeluaran.

Rakan kongsi Fengwang di China ialah Intco, Bluesail, Hongray dan sebagainya.

Bergantung pada bahan mentah sarung tangan pelanggan ingin membina.
Projek Pemasangan
Utiliti mesin sarung tangan vinil Fengwang tiada duanya dalam industri jentera. Keseluruhan pemasangan barisan pengeluaran sarung tangan PVC dibahagikan kepada beberapa bahagian, berikut adalah pengenalan terperinci.
-
 Makmal
Makmal -
 Menara Penyejuk
Menara Penyejuk -
 Bengkel Dandang
Bengkel Dandang -
 Bengkel DOP
Bengkel DOP -
 Pemampat Udara
Pemampat Udara -
 Loji Kelompok
Loji Kelompok -
 Bengkel Pengeluaran
Bengkel Pengeluaran
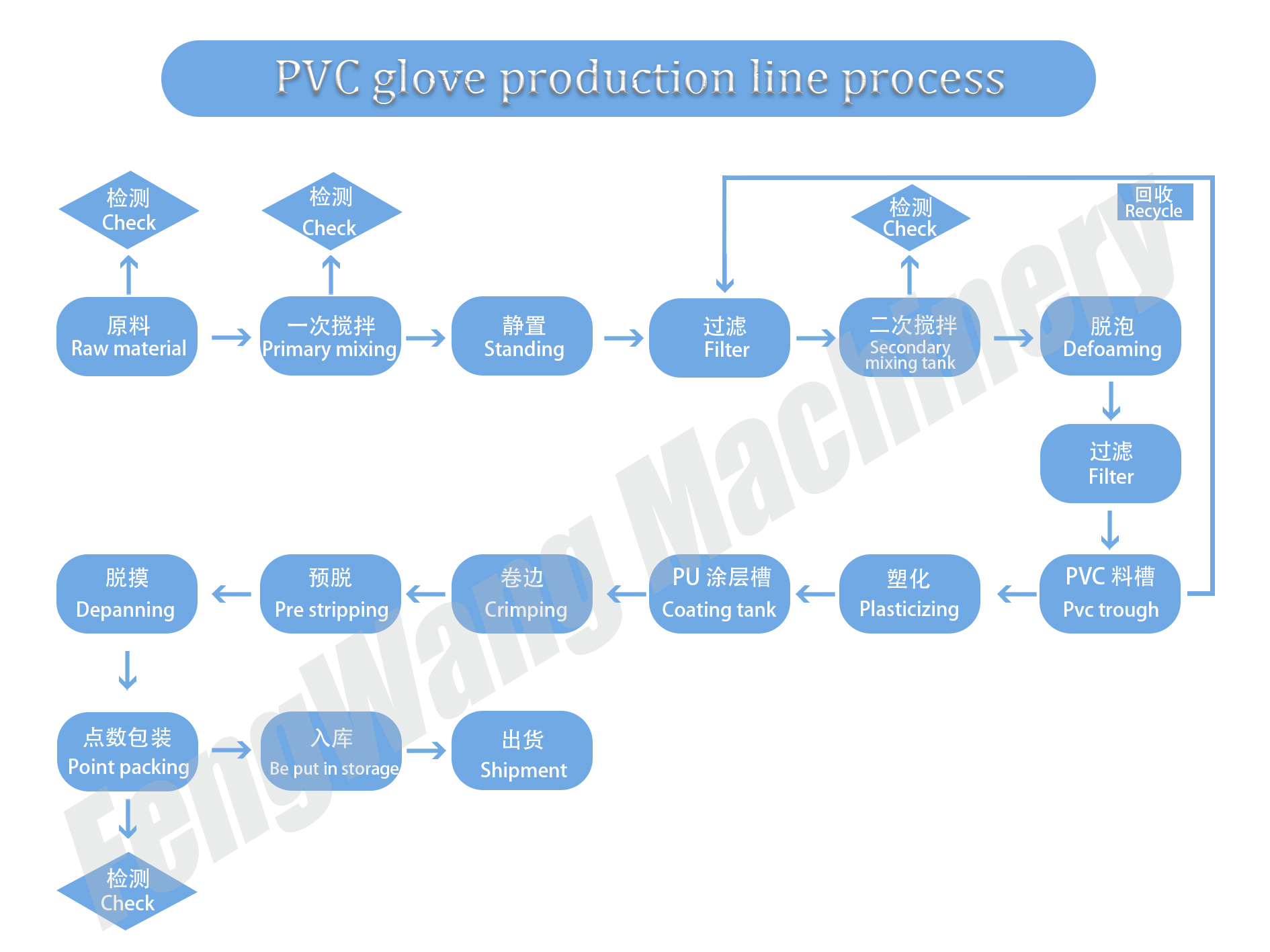
Aliran Proses Barisan Pengeluaran Sarung Tangan PVC
Sarung tangan PVC juga dipanggil sarung tangan vinil, dan proses pengeluaran am dibahagikan kepada bahagian berikut:
Mencelup: Pembentuk sarung tangan dicelup ke dalam bahan mentah dengan teratur.
Manik: Mesin manik bertanggungjawab untuk menggulung manset.
pelucutan: Mesin pelucutan dengan cepat dan teratur mengeluarkan sarung tangan yang telah siap daripada bekas sarung tangan.
Pembungkusan: Pembungkusan produk dijalankan selepas pemeriksaan kualiti produk.
Talian Pengeluaran Sarung Tangan PVC Tersuai Fengwang Serius










Mesin pembuatan sarung tangan plastik memerlukan kawalan masa nyata dan komprehensif terhadap proses penggunaan untuk menstabilkan pengeluaran besar-besaran. Khususnya, penggunaan mesin sarung tangan PVC bebas serbuk perubatan mempunyai keperluan yang lebih tinggi.
Kelajuan barisan pengeluaran sarung tangan plastik pakai buang adalah faktor utama yang mempengaruhi pengeluaran sarung tangan. Kelajuan barisan pengeluaran sarung tangan PVC terlalu cepat akan menjejaskan kualiti produk.
Oleh itu, bagaimana untuk mengawal keseluruhan proses sarung tangan plastik membuat mesin telah menjadi kunci untuk menentukan kelebihan daya saing perusahaan.
Barisan Pengeluaran Sarung Tangan PVC Masalah dan Penyelesaian Biasa
Pengaruh daripada berus cakera pada bekas sarung tangan —- kedua-dua belah sarung tangan akan menjadi tidak sekata, dan diameter berus cakera adalah berkaitan dengan kelajuan barisan pengeluaran sarung tangan. Di China, diameter berus cakera terbesar ialah 16MM, manakala diameter umum ialah 14MM. Lebih kecil berus cakera, lebih cepat kelajuan talian dan peningkatan ketidaksamaan.
Barisan pengeluaran sarung tangan PVC galas acuan tangan —- perlukan pelinciran yang kerap. Jika galas tidak berputar secara normal atau tersekat, sarung tangan akan mempunyai kesan acuan yang mengakibatkan lubang sarung tangan dan ketidaksamaan ketebalan.

Kesan daripada ketuhar suhu pada sarung tangan—- Acuan tangan hendaklah dipanaskan secara beransur-ansur di dalam ketuhar. Suhu yang terlalu tinggi pada permulaan akan menyebabkan buburan pada acuan tangan tidak dihomogenkan dan dipadatkan, dan ketebalan sarung tangan tidak sekata. Di samping itu, lapisan luar sarung tangan akan dipadatkan terlebih dahulu, dan lapisan dalam plasticizer akan menguap dan kekal di dalam sarung tangan, menyebabkan buih dan menjejaskan prestasi pengplastikan sarung tangan. Suhu ketuhar di bahagian belakang secara langsung mempengaruhi tahap pemplastikan sarung tangan. Jika suhu ketuhar keseluruhan terlalu rendah, sarung tangan tidak boleh diplastikan sepenuhnya, kekuatannya rendah, dan jari mudah patah.
Mengenai manik —- Suhu yang sesuai untuk penggulungan ialah 100-110 darjah, suhu terlalu tinggi untuk digulung ke tepi busuk, suhu terlalu rendah untuk melancarkan bahagian atas. Bentuk S tepi berkaitan dengan paras cecair serbuk basah PU, kedudukan tepi dan kelajuan tutup tepi. Tepi bergolek terlalu tebal dan terlalu halus, yang berkaitan dengan kedudukan tepi bergolek, kekotoran rod bergolek, dan paras cecair tangki buburan PVC.
Sarung tangan telah koyak bahagian tepi —– kelajuan pantas, suhu penyejukan rendah pada tepi berguling, pematangan sarung tangan yang tidak mencukupi. Sebabnya adalah aspek-aspek ini, seperti kelajuan kayu rolling lebih perlahan daripada kelajuan barisan pengeluaran sarung tangan PVC, jadi mudah untuk mengoyakkan tepi.
gelembung —-Kualiti serbuk PVC tidak mencapai standard, terlalu banyak zarah yang besar. Kelembapan serbuk PVC benar-benar melebihi standard. Pencampuran buburan tidak seragam, pelarut permukaan terlalu banyak. Kesan penyingkiran vakum adalah lemah. Kelajuan pelepasan terlalu cepat. Penurunan besar antara penapis pelepasan dan palung. Suhu buburan terlalu rendah, tegangan permukaan gelembung terlalu besar, dan model tangan mudah menghasilkan buih. Kelajuan celupan acuan tangan terlalu cepat, dan udara sudah terlambat untuk dikeluarkan, mengakibatkan buih, dsb.
Sarung tangan terlalu nipis atau terlalu tebal —- buburan suhu rendah, kecairan yang lemah pada model tangan. Sudut kemasukan ke dalam ketuhar adalah relevan. Galas acuan tangan rosak atau putaran tidak fleksibel. Buburan dalam tangki adalah berstrata.

Lubang jarum —- model tangan itu sendiri mempunyai trakoma. Terdapat sesuatu yang kotor pada model tangan. Serbuk PVC atau kelembapan DOP adalah tinggi, dan serbuk PVC mempunyai zarah yang besar terlalu banyak. Pencampuran tidak seragam, pelarut permukaan terlalu banyak. Masa berdiri yang menyah buih tidak mencukupi. Barisan pengeluaran tidak cukup bersih.
Corak permukaan sarung tangan atau corak air —- pilih PU yang lebih baik. Titisan terlalu pendek selepas rendaman PU. Model tangan kotor dan perlu dibersihkan.
Sarung tangan melekit —- Bezakan antara melekit di luar dan melekit di dalam. Kelekatan luaran perlu dipertimbangkan sama ada terdapat terlalu banyak plasticizer, suhu terlalu tinggi pada mesin pelucutan sarung tangan atau sarung tangan tidak diplastis sepenuhnya dan acuan tangan yang kotor. Melekit dalaman perlu dipertimbangkan sama ada PU atau serbuk basah mempunyai kandungan pepejal yang rendah, dan berus prestripper perlu dibersihkan. Kedua-dua bahagian dalam dan luar melekit memandangkan pemisahan ESO dll.
Buburan PVC dan Lengkung Suhu:
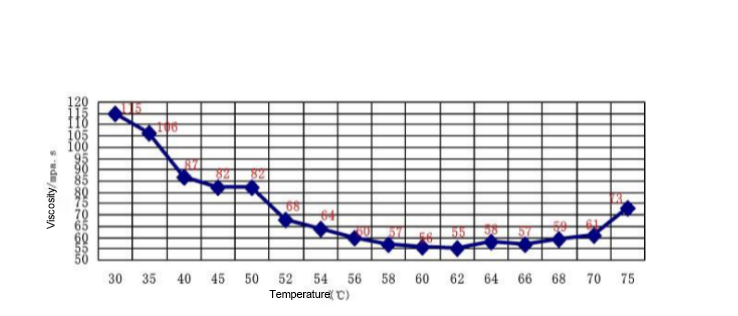
Kelikatan buburan PVC secara beransur-ansur berkurangan dengan peningkatan suhu. Walau bagaimanapun, apabila suhu peralihan kaca menghampiri suhu gel, ia meningkat dengan cepat dalam masa yang singkat, atau malah serta-merta gel.
Ingatkan: Bagaimana untuk Meningkatkan Kualiti Sarung Tangan PVC?
Berat sarung tangan menentukan kos sarung tangan, berat bergantung pada ketebalan sarung tangan, dan ketebalan bergantung pada kelikatan. Kawalan kelikatan yang tepat adalah kunci untuk mengawal kualiti sarung tangan dan mengurangkan kos.

Secara ringkasnya, pengendalian setiap proses akan menjejaskan kualiti sarung tangan akhir. Dalam proses pengeluaran, setiap proses mesti dikawal dengan ketat, mengikut prestasi produk dan buburan, untuk menentukan keadaan proses yang sesuai, supaya dapat meningkatkan kualiti sarung tangan.