






ஃபெங்வாங் பிவிசி கையுறை இயந்திரம்
ஃபெங்வாங் தானியங்கி பிவிசி கையுறை தயாரிக்கும் இயந்திரம், உயர் ஆட்டோமேஷன் மற்றும் அதிக உற்பத்தி திறன் கொண்ட சமீபத்திய தொழில்நுட்பத்துடன் இணைக்கப்பட்டுள்ளது.
ஃபெங்வாங் பிவிசி பிளாஸ்டிக் கையுறைகள் தயாரிக்கும் இயந்திரம் தொடர்ச்சியான உற்பத்தி மற்றும் நேரடி செறிவூட்டல் முறையைப் பின்பற்றுகிறது, மேலும் ஒரே உற்பத்தி வரிசை ஒரே நேரத்தில் பல்வேறு வகையான தயாரிப்புகளை உருவாக்க முடியும். சீரான தரம் மற்றும் அழகான நிறத்தின் தயாரிப்பு தோற்றம் பெரும்பாலான கையுறை வாடிக்கையாளர்களிடையே பிரபலமாக உள்ளது.
ஃபெங்வாங் பிவிசி கையுறைகள் உற்பத்தி இயந்திரம்
ஃபெங்வாங் டெக்னாலஜி 20 ஆண்டுகளாக PVC கையுறை உற்பத்தி வரிசையில் நிபுணத்துவம் பெற்றது மற்றும் தானியங்கி பிளாஸ்டிக் கையுறை தயாரிக்கும் இயந்திர உற்பத்தியில் சிறந்த அனுபவத்தைக் கொண்டுள்ளது. வாடிக்கையாளர்களின் பல்வேறு தேவைகளை எப்போதும் பூர்த்தி செய்ய முடியும்.

கையுறை வடிவமைப்பாளர்களில் உள்ள கையுறைகளை பாதியாக அகற்றவும்.

கையுறை வடிவமைப்பாளர்களிடமிருந்து கையுறையை முழுவதுமாக அகற்றி எண்ணவும்.

கையுறைகள் ஒரு பெட்டியில் அடைக்கப்பட்டு மூடப்பட்டு, முழு செயல்முறையையும் தானியக்கமாக்குகின்றன.

கையுறை வடிவமைப்பாளர்களில் எஞ்சியிருக்கும் கறைகளை அகற்றப் பயன்படுகிறது.

கட்டுமானம் முடிவடைய பொதுவாக 80-90 நாட்கள் ஆகும்.

ஃபெங்வாங் உற்பத்தி செயல்முறை பயிற்சியையும் வழங்குகிறது.

சீனாவில் ஃபெங்வாங்கின் கூட்டாளிகள் இன்ட்கோ, ப்ளூசெயில், ஹாங்ரே மற்றும் பல.

வாடிக்கையாளர் உருவாக்க விரும்பும் கையுறைகளின் மூலப்பொருட்களைப் பொறுத்தது.
நிறுவல் திட்டம்
ஃபெங்வாங் வினைல் கையுறை இயந்திரத்தின் பயன்பாடு இயந்திரத் துறையில் எதற்கும் இரண்டாவதல்ல. முழு PVC கையுறை உற்பத்தி வரிசை நிறுவலும் பல பகுதிகளாகப் பிரிக்கப்பட்டுள்ளது, பின்வருபவை ஒரு விரிவான அறிமுகம்.
-
 ஆய்வகம்
ஆய்வகம் -
 கூலிங் டவர்
கூலிங் டவர் -
 பாய்லர் பட்டறை
பாய்லர் பட்டறை -
 DOP பட்டறை
DOP பட்டறை -
 காற்று அமுக்கி
காற்று அமுக்கி -
 தொகுதி ஆலை
தொகுதி ஆலை -
 உற்பத்தி பட்டறை
உற்பத்தி பட்டறை
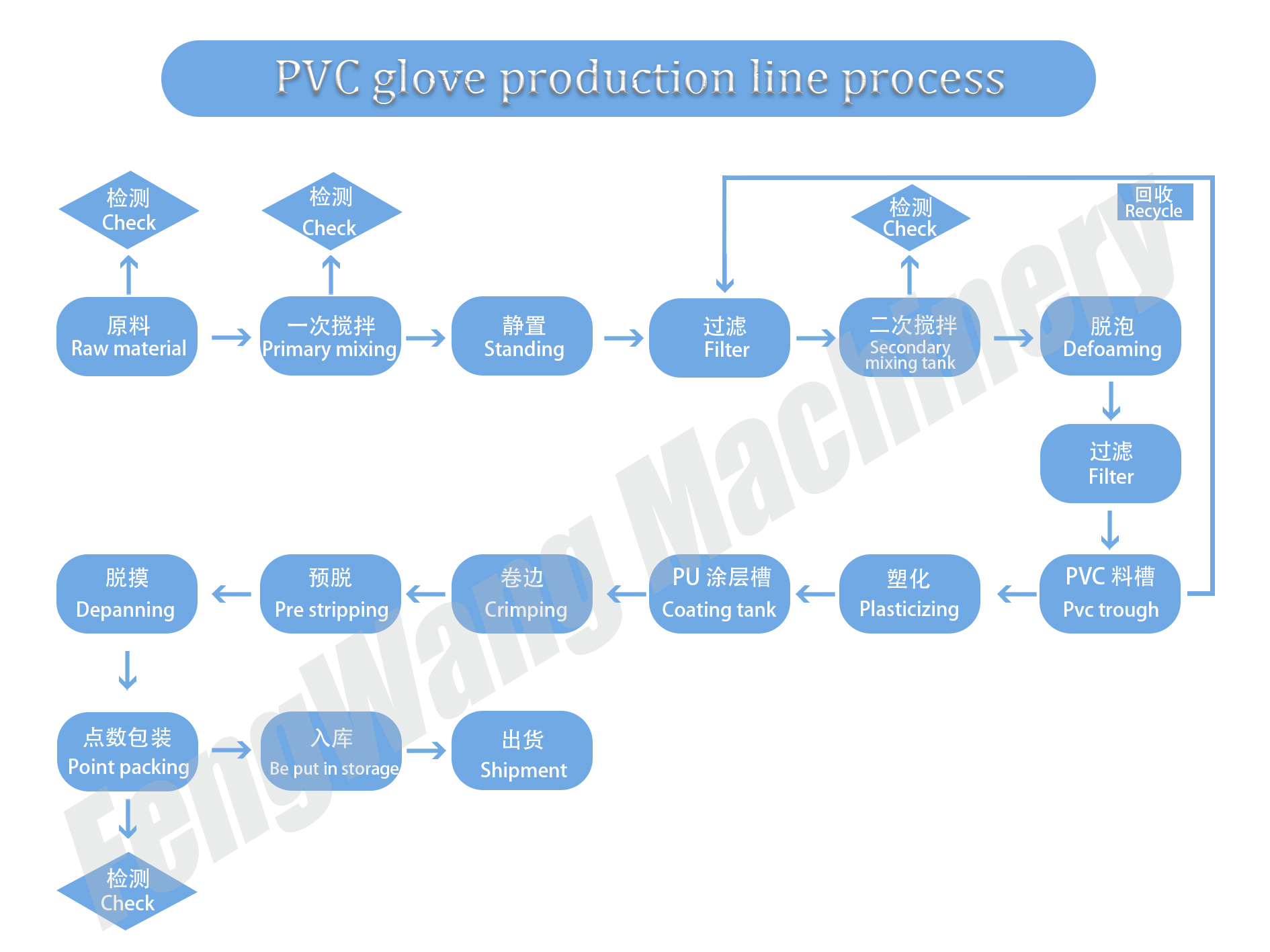
PVC கையுறை உற்பத்தி வரி செயல்முறை ஓட்டம்
PVC கையுறைகள் வினைல் கையுறைகள் என்றும் அழைக்கப்படுகின்றன, மேலும் பொதுவான உற்பத்தி செயல்முறை பின்வரும் பகுதிகளாக பிரிக்கப்பட்டுள்ளது:
டிப்பிங்: கையுறை வடிவமைப்பாளர்கள் மூலப்பொருளில் ஒழுங்கான முறையில் நனைக்கப்படுகிறார்கள்.
மணி பின்னல்: மணி பின்னல் இயந்திரம் சுற்றுப்பட்டைகளை சுருட்டுவதற்கு பொறுப்பாகும்.
கழற்றுதல்: கழற்றுதல் இயந்திரம் விரைவாகவும் ஒழுங்காகவும் முடிக்கப்பட்ட கையுறையை கையுறை வடிவமைப்பாளர்களிடமிருந்து நீக்குகிறது.
பேக்கேஜிங்: தயாரிப்பு தர ஆய்வுக்குப் பிறகு தயாரிப்பு பேக்கேஜிங் மேற்கொள்ளப்படுகிறது.
ஃபெங்வாங் தனிப்பயன் PVC கையுறை தயாரிப்பு வரிசை சீரியஸ்










பிளாஸ்டிக் கையுறை உற்பத்தி இயந்திரங்கள் வெகுஜன உற்பத்தியை உறுதிப்படுத்த, நிகழ்நேர மற்றும் பயன்பாட்டு செயல்முறையின் விரிவான கட்டுப்பாடு தேவை. குறிப்பாக, மருத்துவ தூள் இல்லாத PVC கையுறை இயந்திரங்களின் பயன்பாடு அதிக தேவைகளைக் கொண்டுள்ளது.
ஒருமுறை பயன்படுத்திவிட்டு தூக்கி எறியும் பிளாஸ்டிக் கையுறைகளின் உற்பத்தி வரிசையின் வேகம் கையுறைகளின் உற்பத்தியைப் பாதிக்கும் ஒரு முக்கிய காரணியாகும். PVC கையுறைகள் உற்பத்தி வரிசையின் வேகம் மிக வேகமாக இருந்தால் தயாரிப்பு தரத்தை பாதிக்கும்.
எனவே, பிளாஸ்டிக் கையுறைகள் தயாரிக்கும் இயந்திரத்தின் முழு செயல்முறையையும் எவ்வாறு கட்டுப்படுத்துவது என்பது தீர்மானிக்க திறவுகோலாக மாறியுள்ளது நிறுவனங்களின் போட்டி நன்மை.
PVC கையுறைகள் உற்பத்தி வரிசை பொதுவான பிரச்சனைகள் மற்றும் தீர்வுகள்
செல்வாக்கு வட்டு தூரிகை கையுறை வடிவமைப்பாளர்களில் —- கையுறைகளின் இரு பக்கங்களும் சீரற்றதாக இருக்கும், மேலும் வட்டு தூரிகை விட்டம் கையுறை உற்பத்தி வரி வேகத்துடன் தொடர்புடையது. சீனாவில், மிகப்பெரிய வட்டு தூரிகை விட்டம் 16MM ஆகும், அதே நேரத்தில் பொதுவான விட்டம் 14MM ஆகும். வட்டு தூரிகை சிறியதாக இருந்தால், வரி வேகம் வேகமாகவும் சீரற்ற தன்மை அதிகரிக்கும்.
பிவிசி கையுறைகள் உற்பத்தி வரி கை அச்சு தாங்கு உருளைகள் —- அடிக்கடி உயவு தேவை. தாங்கி சாதாரணமாக சுழலவில்லை அல்லது சிக்கிக்கொண்டால், கையுறை அச்சு தாக்கத்தை ஏற்படுத்தும், இதன் விளைவாக கையுறை துளைகள் மற்றும் தடிமன் சமத்துவமின்மை ஏற்படும்.

விளைவு அடுப்பு கையுறைகளில் வெப்பநிலை—- கை அச்சு படிப்படியாக அடுப்பில் சூடாக்கப்பட வேண்டும். ஆரம்பத்தில் அதிக வெப்பநிலை கை அச்சு மீது உள்ள குழம்பு ஒரே மாதிரியாகி திடப்படுத்தப்படாமல் போகும், மேலும் கையுறைகளின் தடிமன் சீரற்றதாக இருக்கும். கூடுதலாக, கையுறையின் வெளிப்புற அடுக்கு முதலில் திடப்படுத்தப்படும், மேலும் பிளாஸ்டிசைசரின் உள் அடுக்கு ஆவியாகி கையுறைக்குள் இருக்கும், இதனால் குமிழ்கள் ஏற்பட்டு கையுறையின் பிளாஸ்டிக்மயமாக்கல் செயல்திறனை பாதிக்கும். பின்புறத்தில் உள்ள அடுப்பின் வெப்பநிலை கையுறைகளின் பிளாஸ்டிக்மயமாக்கலின் அளவை நேரடியாக பாதிக்கிறது. ஒட்டுமொத்த அடுப்பு வெப்பநிலை மிகக் குறைவாக இருந்தால், கையுறைகளை முழுமையாக பிளாஸ்டிக்மயமாக்க முடியாது, வலிமை குறைவாக இருக்கும், மேலும் விரல்கள் உடைக்க எளிதானது.
மணி வேலைப்பாடு பற்றி —- உருட்டலுக்கு ஏற்ற வெப்பநிலை 100-110 டிகிரி ஆகும், அழுகிய விளிம்புகளில் உருட்ட முடியாத அளவுக்கு வெப்பநிலை அதிகமாக உள்ளது, மேற்புறத்தை உருட்ட முடியாத அளவுக்கு வெப்பநிலை குறைவாக உள்ளது. விளிம்பின் S-வடிவம் PU ஈரப் பொடியின் திரவ நிலை, விளிம்பின் நிலை மற்றும் விளிம்பை மூடும் வேகம் ஆகியவற்றுடன் தொடர்புடையது. உருட்டல் விளிம்பு மிகவும் தடிமனாகவும் மிகவும் மெல்லியதாகவும் உள்ளது, இது உருட்டல் விளிம்பின் நிலை, உருட்டல் கம்பியின் அசுத்தங்கள் மற்றும் PVC ஸ்லரி தொட்டியின் திரவ நிலை ஆகியவற்றுடன் தொடர்புடையது.
கையுறைகள் கிழிந்த விளிம்புகளைக் கொண்டுள்ளன. —– வேகமான வேகம், உருட்டல் விளிம்பின் குறைந்த குளிரூட்டும் வெப்பநிலை, கையுறைகள் போதுமான அளவு முதிர்ச்சியடையாதது. காரணம் இந்த அம்சங்களாக இருக்க வேண்டும், எடுத்துக்காட்டாக உருட்டல் குச்சியின் வேகம் PVC கையுறை உற்பத்தி வரிசையின் வேகத்தை விட மெதுவாக இருப்பதால், விளிம்பைக் கிழிப்பது எளிது.
குமிழ்கள் —-PVC பவுடர் தரம் தரத்திற்கு ஏற்றதாக இல்லை, மிக அதிக அளவு துகள்கள் உள்ளன. PVC பவுடர் ஈரப்பதம் தரத்தை விட அதிகமாக உள்ளது. குழம்பு கலவை சீரானதாக இல்லை, மேற்பரப்பு கரைப்பான் மிக அதிகமாக உள்ளது. வெற்றிட நீக்க விளைவு மோசமாக உள்ளது. வெளியேற்ற வேகம் மிக வேகமாக உள்ளது. வெளியேற்ற வடிகட்டிக்கும் தொட்டிக்கும் இடையில் பெரிய வீழ்ச்சி. குழம்பின் வெப்பநிலை மிகவும் குறைவாக உள்ளது, குமிழியின் மேற்பரப்பு பதற்றம் மிக அதிகமாக உள்ளது, மேலும் கை மாதிரி குமிழ்களை உருவாக்க எளிதானது. கை அச்சுகளின் டிப் வேகம் மிக வேகமாக உள்ளது, மேலும் காற்று அகற்றப்படுவதற்கு மிகவும் தாமதமாக உள்ளது, குமிழ்கள் உருவாகின்றன, முதலியன.
கையுறைகள் மிகவும் மெல்லியதாகவோ அல்லது மிகவும் தடிமனாகவோ உள்ளன. —- குறைந்த வெப்பநிலை குழம்பு, கை மாதிரிகளில் மோசமான திரவத்தன்மை. அடுப்புக்குள் நுழையும் கோணம் பொருத்தமானது. கை அச்சு தாங்கி சேதமடைந்த அல்லது நெகிழ்வான சுழற்சி இல்லாதது. தொட்டியில் உள்ள குழம்பு அடுக்குகளாக உள்ளது.

பின்ஹோல் —- கை மாதிரியிலேயே டிராக்கோமா உள்ளது. கை மாதிரியில் ஏதோ அழுக்கு உள்ளது. PVC பவுடர் அல்லது DOP ஈரப்பதம் அதிகமாக உள்ளது, மேலும் PVC பவுடரில் பெரிய துகள்கள் அதிகமாக உள்ளன. கலவை சீரானது அல்ல, மேற்பரப்பு கரைப்பான் அதிகமாக உள்ளது. நுரை நீக்கும் நிற்கும் நேரம் போதுமானதாக இல்லை. உற்பத்தி வரி போதுமான அளவு சுத்தமாக இல்லை.
கையுறைகளின் மேற்பரப்பு வடிவம் அல்லது நீர் வடிவம் —- சிறந்த PU ஐத் தேர்ந்தெடுக்கவும். PU மூழ்கிய பிறகு துளி மிகவும் குறுகியதாக இருக்கும். கை மாதிரி அழுக்காக உள்ளது மற்றும் சுத்தம் செய்ய வேண்டும்.
ஒட்டும் கையுறைகள் —- வெளிப்புற ஒட்டும் தன்மை மற்றும் உட்புற ஒட்டும் தன்மைக்கு இடையே உள்ள வேறுபாட்டைக் கண்டறியவும். அதிகப்படியான பிளாஸ்டிசைசர் உள்ளதா, கையுறை அகற்றும் இயந்திரத்தில் அதிக வெப்பநிலை உள்ளதா அல்லது முழுமையாக பிளாஸ்டிக் செய்யப்படாத கையுறைகள் மற்றும் அழுக்கு கை அச்சுகள் உள்ளதா என்பதை வெளிப்புற ஒட்டும் தன்மை கருத்தில் கொள்ள வேண்டும். PU அல்லது ஈரமான தூள் குறைந்த திட உள்ளடக்கத்தைக் கொண்டிருக்கிறதா என்பதைக் கருத்தில் கொள்ள வேண்டும், மேலும் பிரஸ்ட்ரிப்பர் தூரிகையை சுத்தம் செய்ய வேண்டும். ESO போன்றவற்றைப் பிரிப்பதைக் கருத்தில் கொண்டு உள்ளேயும் வெளியேயும் ஒட்டும் தன்மை இருக்கும்.
PVC குழம்பு மற்றும் வெப்பநிலை வளைவு:
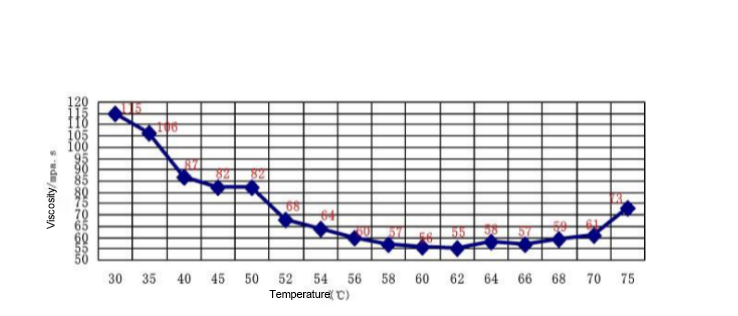
வெப்பநிலை அதிகரிக்கும் போது PVC குழம்பின் பாகுத்தன்மை படிப்படியாகக் குறைகிறது. இருப்பினும், கண்ணாடி மாற்ற வெப்பநிலை ஜெல் வெப்பநிலையை நெருங்கும் போது, அது குறுகிய காலத்தில் வேகமாக உயர்கிறது, அல்லது உடனடியாக ஜெல் ஆகிறது.
நினைவூட்டு: PVC கையுறைகளின் தரத்தை எவ்வாறு மேம்படுத்துவது?
கையுறையின் எடை கையுறையின் விலையை தீர்மானிக்கிறது, எடை கையுறையின் தடிமனைப் பொறுத்தது, மற்றும் தடிமன் பாகுத்தன்மையைப் பொறுத்தது. துல்லியமான பாகுத்தன்மை கட்டுப்பாடு என்பது கையுறை தரத்தைக் கட்டுப்படுத்துவதற்கும் செலவைக் குறைப்பதற்கும் முக்கியமாகும்.

சுருக்கமாக, ஒவ்வொரு செயல்முறையின் செயல்பாடும் இறுதி கையுறை தரத்தை பாதிக்கும். உற்பத்தி செயல்பாட்டில், ஒவ்வொரு செயல்முறையும் தயாரிப்பு மற்றும் குழம்பின் செயல்திறன் படி கண்டிப்பாக கட்டுப்படுத்தப்பட வேண்டும், தீர்மானிக்க பொருத்தமான செயல்முறை நிலைமைகள், கையுறைகளின் தரத்தை மேம்படுத்துவதற்காக.